

 Ремонт и устройство подвески (амортизаторы, пружины, стойки, рычаги)
Ремонт и устройство подвески (амортизаторы, пружины, стойки, рычаги)

aleks0032
если бы остались вопросов бы даже и не возникло, сервис в котором менял не вернул. У меня остается только один вопрос, может ли шаровая на 18мм. встать на место 21мм. Как видно по фото сидит он вроде как на своем месте, и если бы диаметр шаровой был меньше, чем посадочное место, ой бы как его там колошматило при езде. Да и колхоз судя по фото заключается только в крепеже гайки.
 Ремонт и устройство подвески (амортизаторы, пружины, стойки, рычаги)
Ремонт и устройство подвески (амортизаторы, пружины, стойки, рычаги)
а поведение машины? не горцует? 
у меня на четверке тазе амортизаторы родные 8 лет 202000 пробега а они работают! но не так уже, но не пробиты и ниче не течет.
а полоски у тебя от трения деталей что им буде-то.
как умрут ты поймешь на дороге
по поводу фото: пишешь сообщение нажимаешь предварительный просмотр и там уже в окошке жмешь ОБЗОР и выбираешь фото ( вроде не больше 100кб должна быть )
Задняя подвеска: рычаги, сайлентблоки, стойки стабилизатора
Передние амортизаторы
Комплект монтажных болтов для замены рычагов задней подвески
Комплекты амортизаторов Ford
Диагностика стоек переднего стабилизатора (видео)
Усиленные стойки стабилизатора TRW от Мондео
Сайлентблоки передних рычагов Volvo 30678440
Задний сайлентблок переднего рычага 1883046
Замена родных втулок переднего подрамника на втулки от Вольво S40 и С-max
Восстановление стоек переднего стабилизатора
Регулируемые рычаги "Серпы" от FENOX
Развальные болты и гайки от VOLVO
Комплект стандартных задних амортизаторов
рычаги Fenox
Установка задних стоек стабилизатора от ФФ3 (от oxotnik86)
Рычаги Lemforder с шаровой 21 мм
Различия задних сайлентов Lemforder,передних рычагов
Рычаги нижние передние Motorcraft 21 мм.
Полиуретановые сайлентблоки для подпружинного рычага задней подвески

у меня на четверке тазе амортизаторы родные 8 лет 202000 пробега а они работают! но не так уже, но не пробиты и ниче не течет.
а полоски у тебя от трения деталей что им буде-то.
как умрут ты поймешь на дороге
по поводу фото: пишешь сообщение нажимаешь предварительный просмотр и там уже в окошке жмешь ОБЗОР и выбираешь фото ( вроде не больше 100кб должна быть )
| Какие амортизаторы Вы выбрали на замену заводским? | |||
| - Оригинал | 172 | 16,4% | |
| - Monroe Original | 91 | 8,7% | |
| - Monroe Reflex | 34 | 3,2% | |
| - KYB Excel-G | 399 | 38% | |
| - Bilstein B4 | 84 | 8% | |
| - Bilstein B6 | 70 | 6,7% | |
| - Sachs Super Touring/Boge Automatic | 72 | 6,9% | |
| - Sachs Advantage/Boge Turbo | 19 | 1,8% | |
| - Другие | 109 | 10,4% | |
Total 1050 votes, last 30 January 2015.
Topic handbook:
Передняя подвеска: рычаги, шаровые опоры, сайлентблокиЗадняя подвеска: рычаги, сайлентблоки, стойки стабилизатора
Передние амортизаторы
Комплект монтажных болтов для замены рычагов задней подвески
Комплекты амортизаторов Ford
Диагностика стоек переднего стабилизатора (видео)
Усиленные стойки стабилизатора TRW от Мондео
Сайлентблоки передних рычагов Volvo 30678440
Задний сайлентблок переднего рычага 1883046
Замена родных втулок переднего подрамника на втулки от Вольво S40 и С-max
Восстановление стоек переднего стабилизатора
Регулируемые рычаги "Серпы" от FENOX
Развальные болты и гайки от VOLVO
Комплект стандартных задних амортизаторов
рычаги Fenox
Установка задних стоек стабилизатора от ФФ3 (от oxotnik86)
Рычаги Lemforder с шаровой 21 мм
Различия задних сайлентов Lemforder,передних рычагов
Рычаги нижние передние Motorcraft 21 мм.
Полиуретановые сайлентблоки для подпружинного рычага задней подвески
 | Next (2025), Archive (2017) |
dRAGONBREED
1 April 2007

BazloidNN
29 May 2013
Я по винкоду в каталоге пробивал, выдала 18 мм, заказал, все подошло четко)

vvvk
 29 May 2013
29 May 2013
по вину у меня тоже билось на 18мм  . Посмотрел по колечку - стоит (стояло) 21мм. Заказал на 21мм - встала как родная без всяких шайбочек. Так что ВИНу не стоит так доверять ИМХО.
. Посмотрел по колечку - стоит (стояло) 21мм. Заказал на 21мм - встала как родная без всяких шайбочек. Так что ВИНу не стоит так доверять ИМХО.
 . Посмотрел по колечку - стоит (стояло) 21мм. Заказал на 21мм - встала как родная без всяких шайбочек. Так что ВИНу не стоит так доверять ИМХО.
. Посмотрел по колечку - стоит (стояло) 21мм. Заказал на 21мм - встала как родная без всяких шайбочек. Так что ВИНу не стоит так доверять ИМХО.
seger
29 May 2013
-Ал-: |
| Это именно так. Диаметр начала конуса в любом случае больше диаметра резьбы, только на разную величину. |

следовательно по диаметру конуса у резьбы различают шаровые
однако в реальности несколько иначе - все заморачиваются с цветом колец и с штангенциркулем
seger
29 May 2013
-Ал-: |
| если не упрется в основание. А часть конуса высунувшаяся из отверстия, не даст притянуть его гайкой, без подкладывания шайб. Но это здесь флудерское фантазирование, так как реально никто такого не пробовал ... |
флудерское это безсмысленное
а мы пытаемся рассуждать логически, и вот логически не получается
потому как если бы было так, как пишете вы - шаровые без каких либо проблем различались по диаметру конуса не у основания а у резьбы
но, поскольку этого никто не делает, то получается два варианта:
- либо кругом одни дураки
- либо утверждение что диаметр конуса у резьбы разный - ошибочно
отсюда имеем:
а) одинаковый диаметр конуса у резьбы
б) одинаковый угол конусности
исходя из этих условий единственный вариант существования шаровой с основанием конуса 21мм - это удлинённый палец ( в области конуса)
это чистая геометрия
следовательно глубина посадочного места в наплыве кулака - больше, то есть сам крепёжный наплыв толще, и следовательно судить о том какая шаровая можно путём измерения толщины крепёжного наплыва кулака
однако так тоже никто не делает, видимо потому что при разных шаровых этот наплыв одинаков по толщине, то есть посадочное место и при 18 и при 21 мм шаровой - одинаковое, то есть длина конусной части шаровой опоры одинакова
а если длина конусной части одинакова , то есть высота усечённого конуса одна и таже + одно и то же верхнее сечение (диаметр у резьбы), то и получается что угол различный у шаровой с 18 мм основанием и 21 мм основанием
а теперь порассуждаем с точки зрения поизводства этого узла
неважно по каким причинам, но было принято решение перейти на шаровые 21 мм
для этого надо изменить некоторые этапы в производственной цепи
в случае с выдерживанием одинакового угла конусности - придётся менять процесс отливки кулаков + в токарном цехе задать станку ЧПУ новые параметры пальца шаровой и делать палец "потолще"
но бизнес дело такое, если станет выбор потратить кучу бабла или изменить угол конуса - ни один здравый человек не станет городить городуху ради какого то угла
потому что можно поступить проще ( и соответственно дешевле):
1. новая программа на токарные ЧПУ-станки и на выходе новые пальцы шаровой
2. новое сверло на участке сверления отверстий, что б наплыве для крепления шаровой вытачивалось отверстие с чуть более "тупой" воронкой, никаких форм в горячем цеху менять не надо
-Ал-
29 May 2013
seger
Ну вы и замутили
Надо вместо рассуждений просто взять ту и другую шаровую и сравнить ... но под рукой сейчас нет
Как попадется, так обязательно сравню
Ну вы и замутили
Надо вместо рассуждений просто взять ту и другую шаровую и сравнить ... но под рукой сейчас нет

Как попадется, так обязательно сравню
seger
29 May 2013-Ал-: |
| Ну вы и замутили |
я просто пытаюсь досканально разобраться

-Ал-: |
| Надо вместо рассуждений просто взять ту и другую шаровую и сравнить ... но под рукой сейчас нет |
это делать необязательно, потому что:
если бы диаметр конуса у резьбы был разный у разных шаровых - то их бы по именно этому диаметру и различали, чего не происходит в реальности, а считать всех круглыми идиотами не получается
хотя, пообещайте, если обнаружите разный диаметр конуса у резьбы (и разную стало быть диаметром резьбу) - научить именно так различать шаровые официальные и онеофициальные сервисы а так же и продавцов автозапчастей
то есть диаметр конуса у резьбы - именно одинаковый, это императив
далее есть варианты
первый вариант - константа угла, влечёт за собой удлинение конусной части пальца в варианте 21мм, следовательно утолщение наплыва на кулаке и следовательно по толщине наплыва на кулаке можно определить какая шаровая установлена, если наплыв "потолще" - то шаровая 21мм, если наплыв "потоньше" - от 18 мм
однако же и так - в окружающем пространстве не происходит, то есть вариант несостоятелен
второй вариант - стало быть нет разной длины конусной части пальца,
то есть длина конусной части пальца (равно как и толщина наплыва крепления на кулаке, глубина седла) - одинаковы.
а одинаковое основание конуса у резьбы и одинаковая длина конусной части пальца со всей неизбежностью приводят к разному углу конусности у шаровых 18 и 21 мм
seger
29 May 2013A alexeyka85: |
| Т.е. вывод то какой, только если можно не так запутанно =) |
вывод простой:
угол конусности разный
геометрия
и следовательно 18мм шаровая в 21мм пальце будет люфтить и всякие шайбы - мёртвому припарка
А вообще-то выход из положения мастеров меня поразил - спецы городить не задумываясь. Еще бы скотча подмотали. Если видно, что деталь явно неподходит - звонок владельцу с предложениями правильных вариантов (замена в магазине, либо покупка подходящей шаровой, которую сразу надо ставить). Это хорошо, что владелец такой пытется вникнуть, разобраться, а если бы сделали такое какой-нибудь "блондинке", которая ездила бы потом на "пороховой бочке". Как только такие работники потом спят? Видимо не стыда ни совести у них нет! Срубили бабок, а что из-за их недобросовестности может случиться беда - пофиг! Дико возмутило...
seger
29 May 2013
A alexeyka85: |
| Тогда буду требовать чтобы при мне открутили шаровую, я думаю как открутят болт будет сразу понятно. |
штангециркулем можно померять диаметр посадочного места на кулаке, он соответствует диаметру основания конуса пальца шаровой

yoyon4ik
29 May 2013
alexeyka85
нормально сидящая шаровая вынимается либо съемником, либо обстукиванием
смотри а то она просто выпадет из кулака...
нормально сидящая шаровая вынимается либо съемником, либо обстукиванием
смотри а то она просто выпадет из кулака...
A alexeyka85: |
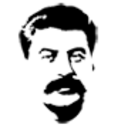
 Вот так это выглядит в живую. Я же не против замены, просто надо узнать 21 мм. должна стоять , или это косяк рычагов от MooG, и стоять должна шаровая 18 мм. |
Вот как элкатс предлагает
seger
29 May 2013D dmivoroncov: |
| Вот как элкатс предлагает |
заметь, для одних и других шаровых указаны СРОКИ производства автомобилей
ДО 27.02.2006 - 18мм.
ПОСЛЕ 27.02.2006 - 21 мм
твой автомобиль когда изготовлен?
посмотреть ещё можно на КУЛАК - какой там размер указан
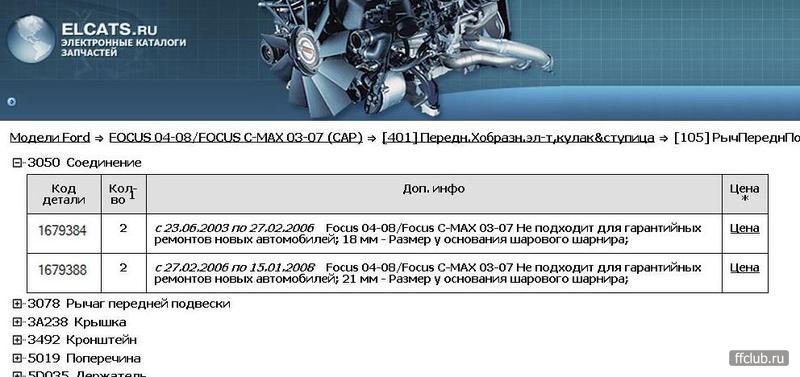
Ребят, обладатель ff cabrio, заказываю Подшипник опоры переднего амортизатора
На экзисте выходит сразу 2 артикула, один с пометкой (RU) и дороже. В чем разница? По фотографиям вроде бы одно и тоже. В России машина не собиралась.
На экзисте выходит сразу 2 артикула, один с пометкой (RU) и дороже. В чем разница? По фотографиям вроде бы одно и тоже. В России машина не собиралась.

vvvk
29 May 2013
Во и тут все сошлось у меня год выпуска 06.2006 -шаровая 21мм

Massan
29 May 2013
SmiTT
на сколько я знаю..тебе подойдет любой и от седана и от хетча..поэтому не заморачивайся...или закажи 2 сразу...цена не велика,и здаьб ты сможешь всегда его..
на сколько я знаю..тебе подойдет любой и от седана и от хетча..поэтому не заморачивайся...или закажи 2 сразу...цена не велика,и здаьб ты сможешь всегда его..
Ну что, вот и развязка =)

просто это MooG! Резьба так нарезана, по фото видно. По факту, сняли палец съемником, ничего само естественно не выпало. Специально для меня принесли со склада новую шаровую TRW на 21 мм., ну не лезет она туда. Вывод прост, шаровая у меня 18 мм., а MooG в черный список производителей рычагов.
Для себя итог, пока буду ездить, позже сменю шаровую, надеюсь хоть сайлентблоки нормальные у MooG =(

просто это MooG! Резьба так нарезана, по фото видно. По факту, сняли палец съемником, ничего само естественно не выпало. Специально для меня принесли со склада новую шаровую TRW на 21 мм., ну не лезет она туда. Вывод прост, шаровая у меня 18 мм., а MooG в черный список производителей рычагов.
Для себя итог, пока буду ездить, позже сменю шаровую, надеюсь хоть сайлентблоки нормальные у MooG =(
yoyon4ik
29 May 2013
alexeyka85
донарезать резьбу
донарезать резьбу
yoyon4ik: |
| alexeyka85 донарезать резьбу |
Что я им и предложил, они отказались, сказав во первых колхоз, а во вторых вроде как и не где ее нарезать. Видно по фото там где ее нет уже чем где резьба (а может просто метчика нет). Через месяц буду перебирать заднюю подвеску, и явно зип будет оригинал, в крайнем случае Лемфёрдер! А вообще сервисом доволен, зря думал плохое, заходил на склад, запчасти оригинал, лемфердер и трв, да и парни очень грамотными показались =)

Lerick
29 May 2013
alexeyka85
а что за головки болтов такие круглые, которыми шаровая крепится к рычагу? Они шли в комплекте с шаровой?
а что за головки болтов такие круглые, которыми шаровая крепится к рычагу? Они шли в комплекте с шаровой?
Lerick: |
| alexeyka85 а что за головки болтов такие круглые, которыми шаровая крепится к рычагу? Они шли в комплекте с шаровой? |
нет конечно, они поначалу закрутили комплектными, и поняли что не вариант, а они как известно одноразовые, выкрутили и закрутили такими.

Arstem
30 May 2013
alexeyka85
Lerick
Я думаю тут речь о заклепках, которыми шаровая крепится к рычагу. В сборе с завода так и идет, болты при замене шаровой ставят.
Lerick
Я думаю тут речь о заклепках, которыми шаровая крепится к рычагу. В сборе с завода так и идет, болты при замене шаровой ставят.
Arstem: |
| alexeyka85 Lerick Я думаю тут речь о заклепках, которыми шаровая крепится к рычагу. В сборе с завода так и идет, болты при замене шаровой ставят. |
Да все так и есть. Мастер еще предупредил, что шайбы со временем будут немного прогибаться, и необходимо подтягивать болт, через некоторое время. Отсюда вопрос его просто подлез и подтянуть накидным ключом, или необходимо палец шаровой фиксировать шестигранником сверху?
yoyon4ik
30 May 2013
alexeyka85
как пойдет, по удее сидящая шаровая не прокручивается - контролировать при подтяжке
как пойдет, по удее сидящая шаровая не прокручивается - контролировать при подтяжке

burunduk1984
30 May 2013
x580xx18rus
Мне кажется, если ты ездишь спокойно, не чувствуешь дискомфорта, то задние можно и оставить пока.
Вопрос в том, как будут вести себя задние с остатком ресурса 50%, когда ты поменяешь передние)
Вообще, задние аморты меняются очень просто.пол часа на сторону.Самостоятельно.3 болта открутить.+ колесо..
Так что можно потратиться только на аморты, а сделать самому.Экономия будет пару тысяч)только не забудь к новым задним амортам купить новые буферы сжатия.Пыльники может и целые, но буферы сжатия скорее всего в трежинах как минимум)
Мне кажется, если ты ездишь спокойно, не чувствуешь дискомфорта, то задние можно и оставить пока.
Вопрос в том, как будут вести себя задние с остатком ресурса 50%, когда ты поменяешь передние)
Вообще, задние аморты меняются очень просто.пол часа на сторону.Самостоятельно.3 болта открутить.+ колесо..
Так что можно потратиться только на аморты, а сделать самому.Экономия будет пару тысяч)только не забудь к новым задним амортам купить новые буферы сжатия.Пыльники может и целые, но буферы сжатия скорее всего в трежинах как минимум)
 Dark mode
Dark mode
© 2025 ffclub.ru − Ford vehicles owners club