

Seen: 4 years 

Капитальный ремонт двигателя Durateс НЕ Эксплуатация Focus 2
 7 Feb
7 Feb| цитата: |
| kasp71_yandex.ru ...мне лично никогда в голову не придёт подкладывать что-либо под вкладыш, либо увеличивать замки колец которые в допуске, либо ставить изношеные поршни то ,что вы не знаете как и зачем развешиваются шатуны- ваше личное дело..+- 1 грамм погоды не сделает и то что вы предпочитаете работать "лопатой", а не мозгами - тоже ваше личное дело остальное про форсировку просто смешно, будете рассказывать экзальтированным дамочкам...примерно так же мне дядя вася лет 20 назад говорил, когда я просил подкинуть лошадок 20 своему коню - щас, говорит, подкручу пару болтов в карбюраторе и вуаля А то что вы считаете себя умнее других кто дорабатывал моторы форда и с заменой ecu и особенно фордовских инженеров - это уже нехорошо |
Шатуны нужно взвешивать, в моем случае это 1-2 гр, в другом случае это может быть 5-6 грамм.
Камеру сгорания у головки нужно проливать дабы убедиться что обьем всех 4рех одинаковый, в противном случае их нужно сделать одинаковыми. Пол куба для меня РАЗНИЦА, один КУБ-мега разница. Фото как это делается в ПРЕДИСЛОВИИ (описание по работе над ГБЦ.)
Поскольку кому-то тут подпорчена малина, моим присутствием...
Дабы не спорить с завсегдатыми и "крутыми" позволю откланиться и исчезнуть с форума!
ВСЕм удачи.!
Пс. Админы, просьба удалить мой ник, т.к. не знаю как это делается!
Капитальный ремонт двигателя Durateс НЕ Эксплуатация Focus 2
Севастьянов Андрей
Касп очевидно преследует определенные цели вот и заливает глаза не шарящих форумчан красивыми фото,очевидно что половина операций просто не нужны,и к тому же он их и делать не будет получив клиента благодаря статье...барыга...
ВЫ, Севастьянов пишите это АЛу в личку, а то писать такие утверждения во всеуслышание - это показать свои "гнилые мысли", зачем вам портить о себе репутацию. Обсирая мой труд, Вы не приукрасите СВОЙ!
НУ а по существу...
Каждый ... как он хочет. ЕСЛи ВЫ не считаете убирать 1 грамм с шатуна - это Ваше решение. ВЫ предложите клиенту за 100р-400р сделать развесовку шатунов и поршней (предварительно показа клиенту вес каждого) он захочет этого? Просто он он знает что там есть разность (т.к. ее мало кто замеряет). Если клиенту лучше сохранить 100р то - это его решение. Я это делал не потому, что Севастьянов утверждает, что это лишняя операция, а по тому, что Я ПОДРУГОМУ не делаю. Я взвесил... увидел... подправил.
Если кого-то из мастеровых (Vanniva АL Севастьянов) переживают, что я для клиента делаю ЛИШНЮЮ работы , то культура разборки и сборки ДВС написана не для перечисленных выше, а для обычных пользователей АВТОМАШИН МАЗДА-ФОРД, которые могут сделать все своими руками и ЭТО СВОИМИ РУКАМИ будет сделано ЛУЧШЕ чем у многих мастеровых.
Я не делаю иномарки(это клиент по тазу насел со своим фордом) мы делаем тазы, только тюнинг и спорт. НА стенд загоняется каждый мотор (который колибровался нами). Я не витаю в облаках относительно потенциала мотора 2 литара форд! Если фордовод постаивит задачу сделать мини форсировку своего автомобиля, т.к. все ТАЗЫ на 1,6л в его дворе чехвостят его на раз-два. ТО ему потребуется
1) подвинуть валы
2) перейти на др. проводку, Январь или Абит
3) отколибровать ДВС
Вот такой мотор можно загонять на стенд и показывать окружающим сравнительные замеры...ДО и ПОСЛЕ. А 20 сил - это я еще поскромничал (да и обмен 20 сил в замен перечисленных пунктов 1,2,3 это мало кто согласится).
Вот последний пример от Sanyk
Сами сделали от и до. Сами знают где какая гайка закручена и КАК. Сделали сами и кайфанули от работы. Порадовала "ржавая пила" ...пародия на спец инструмент, без которого по мануалу просто не обойтись.
ВСЕм удачи
Касп очевидно преследует определенные цели вот и заливает глаза не шарящих форумчан красивыми фото,очевидно что половина операций просто не нужны,и к тому же он их и делать не будет получив клиента благодаря статье...барыга...
ВЫ, Севастьянов пишите это АЛу в личку, а то писать такие утверждения во всеуслышание - это показать свои "гнилые мысли", зачем вам портить о себе репутацию. Обсирая мой труд, Вы не приукрасите СВОЙ!
НУ а по существу...
Каждый ... как он хочет. ЕСЛи ВЫ не считаете убирать 1 грамм с шатуна - это Ваше решение. ВЫ предложите клиенту за 100р-400р сделать развесовку шатунов и поршней (предварительно показа клиенту вес каждого) он захочет этого? Просто он он знает что там есть разность (т.к. ее мало кто замеряет). Если клиенту лучше сохранить 100р то - это его решение. Я это делал не потому, что Севастьянов утверждает, что это лишняя операция, а по тому, что Я ПОДРУГОМУ не делаю. Я взвесил... увидел... подправил.
Если кого-то из мастеровых (Vanniva АL Севастьянов) переживают, что я для клиента делаю ЛИШНЮЮ работы , то культура разборки и сборки ДВС написана не для перечисленных выше, а для обычных пользователей АВТОМАШИН МАЗДА-ФОРД, которые могут сделать все своими руками и ЭТО СВОИМИ РУКАМИ будет сделано ЛУЧШЕ чем у многих мастеровых.
Я не делаю иномарки(это клиент по тазу насел со своим фордом) мы делаем тазы, только тюнинг и спорт. НА стенд загоняется каждый мотор (который колибровался нами). Я не витаю в облаках относительно потенциала мотора 2 литара форд! Если фордовод постаивит задачу сделать мини форсировку своего автомобиля, т.к. все ТАЗЫ на 1,6л в его дворе чехвостят его на раз-два. ТО ему потребуется
1) подвинуть валы
2) перейти на др. проводку, Январь или Абит
3) отколибровать ДВС
Вот такой мотор можно загонять на стенд и показывать окружающим сравнительные замеры...ДО и ПОСЛЕ. А 20 сил - это я еще поскромничал (да и обмен 20 сил в замен перечисленных пунктов 1,2,3 это мало кто согласится).
Вот последний пример от Sanyk
Сами сделали от и до. Сами знают где какая гайка закручена и КАК. Сделали сами и кайфанули от работы. Порадовала "ржавая пила" ...пародия на спец инструмент, без которого по мануалу просто не обойтись.
ВСЕм удачи
Капитальный ремонт двигателя Durateс НЕ Эксплуатация Focus 2
Ремонт мотора у д.ВАСИ (продолжение)
Если с головкой покончено, то приступайте к низу.
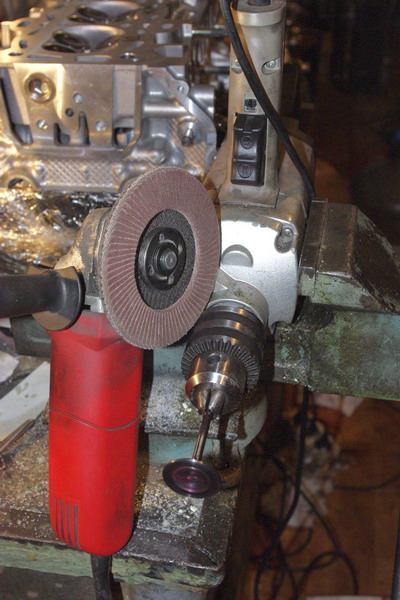
Однако желательно иметь те СПЕЦ инструменты, которые облегчат сборку низа.
Упорный болт мы сделали из подходящего по длине и диаметру вазовского болта, руками токаря за 50р.
Лучше сделать сразу 2 и желательно подлиннее...т.к укоротить проще, чем удлинять
Если с головкой покончено, то приступайте к низу.
Однако желательно иметь те СПЕЦ инструменты, которые облегчат сборку низа.
Упорный болт мы сделали из подходящего по длине и диаметру вазовского болта, руками токаря за 50р.
Лучше сделать сразу 2 и желательно подлиннее...т.к укоротить проще, чем удлинять
















Капитальный ремонт двигателя Durateс НЕ Эксплуатация Focus 2
1) Запутаться может новичок. НА тазы 16в это обычная продцедура, только там готовится кусок ножки клапана.
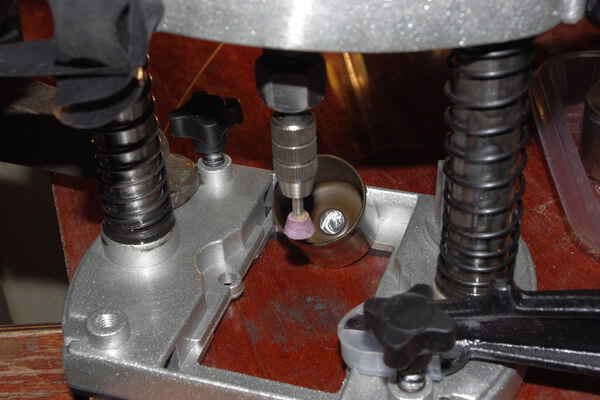
2) Торцовка клапана с засухаркой-рассухаркой займет больше времени и может появится "сожженный мост" (как ВЫ сказали), если зазор уйдет из допуска и потребуется изготавливать подпятник.
Хотя торцовка имеет место в случае если у толкателя придется убирать черезмерно много...что приведет к пропаже твердогоколеного поверхностного слоя (логично убрать манек у толкателя и манек у клапана)...нужно промерить твердость толкателя до шлифовки и после снятия скажем 0.3-0.6 мм. В описанной схемеслабым звеном может быть, только лишь именно уменьшение твердости у днища толкателя вкоторый упирается ножка клапана. У описанной головки убиралось крайне мало и проблемы нет...но об этом стоит думать при фатально больших величинах шлифовки!
3) не составит нам труда поставить собственную нумерацию у толкателя который подвергся шлифовке. Если есть страх путаницы!
Страх пусть будет у клиента, если он заедет в горе сервис (официал напрашивается на язык) и там они запутаются (не сомневаюсь, т.к. микрометра у них быть не может, чтоб померить истинную величину у толкателя).
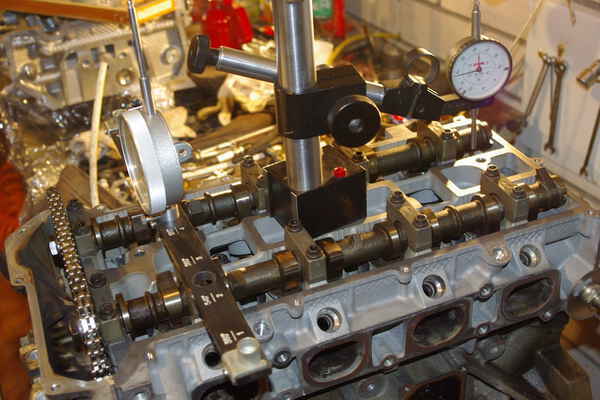
4) При промерке зазора я распредвал собственно и не прикручиваю (за резьбу не беспокоюсь). Я распредвал ложу в пастель и прижимаю его пальцем (при установленном одном толкателе). При промере распредвала с прикрученными постельками зазор будет манек больше, т.к. распредвал из-за давления со стороны пружин на кулочки жмется вверх. Поэтому я зазор делал по минимальной величине допуска.
5) НИ грамма сомнения относительно стенда! если после мощностной установки распредвалов отколибровать мотор (а без последнего двигать валы нет смысла), то ВЫ это начнете предлагать всем клиентам как опцию...ВМЕСТО ЧИПОВКИ
Посетите стенд и опровергните мои предположения.
2) Торцовка клапана с засухаркой-рассухаркой займет больше времени и может появится "сожженный мост" (как ВЫ сказали), если зазор уйдет из допуска и потребуется изготавливать подпятник.
Хотя торцовка имеет место в случае если у толкателя придется убирать черезмерно много...что приведет к пропаже твердогоколеного поверхностного слоя (логично убрать манек у толкателя и манек у клапана)...нужно промерить твердость толкателя до шлифовки и после снятия скажем 0.3-0.6 мм. В описанной схемеслабым звеном может быть, только лишь именно уменьшение твердости у днища толкателя вкоторый упирается ножка клапана. У описанной головки убиралось крайне мало и проблемы нет...но об этом стоит думать при фатально больших величинах шлифовки!
3) не составит нам труда поставить собственную нумерацию у толкателя который подвергся шлифовке. Если есть страх путаницы!
Страх пусть будет у клиента, если он заедет в горе сервис (официал напрашивается на язык) и там они запутаются (не сомневаюсь, т.к. микрометра у них быть не может, чтоб померить истинную величину у толкателя).
4) При промерке зазора я распредвал собственно и не прикручиваю (за резьбу не беспокоюсь). Я распредвал ложу в пастель и прижимаю его пальцем (при установленном одном толкателе). При промере распредвала с прикрученными постельками зазор будет манек больше, т.к. распредвал из-за давления со стороны пружин на кулочки жмется вверх. Поэтому я зазор делал по минимальной величине допуска.
5) НИ грамма сомнения относительно стенда! если после мощностной установки распредвалов отколибровать мотор (а без последнего двигать валы нет смысла), то ВЫ это начнете предлагать всем клиентам как опцию...ВМЕСТО ЧИПОВКИ
Посетите стенд и опровергните мои предположения.
Капитальный ремонт двигателя Durateс НЕ Эксплуатация Focus 2
Предистория...
Обратился чел с маздовским 2 литра мотором. Порпосил изготовить поршни ремонтные 88мм размерности и расточить ему блок уже под эти новые поршни. Поршни изготовили и блок расточили.
Обратился чел с маздовским 2 литра мотором. Порпосил изготовить поршни ремонтные 88мм размерности и расточить ему блок уже под эти новые поршни. Поршни изготовили и блок расточили.



















 Dark mode
Dark mode
© 2025 ffclub.ru − Ford vehicles owners club